辊压机辊子堆焊
�����������[randpic]
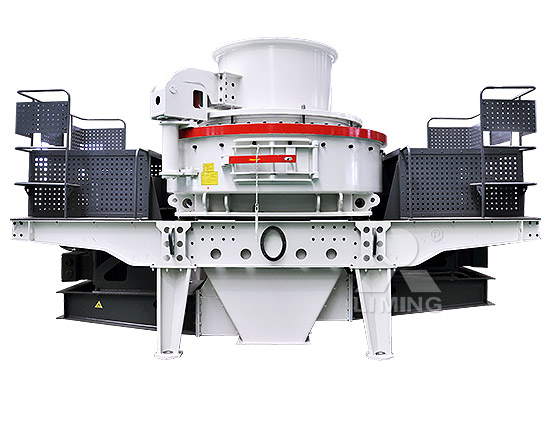
辊压机合金辊辊面手工修复规范 - 知乎专栏
2.施焊材料: a.焊条:NPM-M Φ4.0mm辊压机专用焊条(成都利君); c.钢丝刷:Φ100; d.打底补坑焊材:大桥焊材THJ507-Φ4.0mm THJ507-Φ3.2mm。 3.堆焊工艺参数: a.辊 辊压机辊面堆焊. 2.2在现场堆焊修复工艺如下:. 先用气刨将辊面上残留的硬面层刨干净,防止再次堆焊时产生裂纹;检查裂纹深度和走向,报到没有裂纹为止;然后用ZD1堆焊刨 辊压机辊面堆焊 - 百度文库辊压机即高压辊磨。它是将喂入的物料通过两个反向旋转的磨辊间隙时,在高压作用下,被粉碎并压成料饼。当此应力超过材料疲劳强度时,在表层形成裂纹,裂纹扩展、连接、剥 辊压机堆焊 - 百度百科

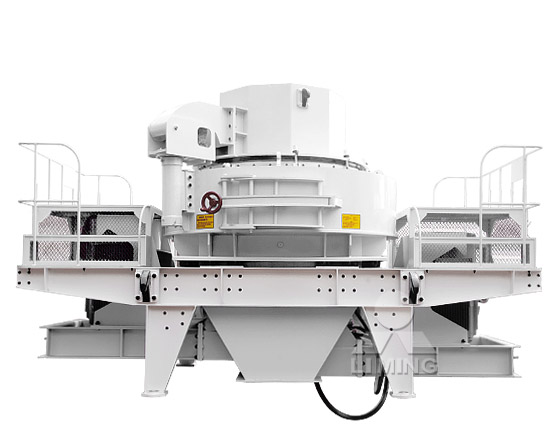
辊压机棍子堆焊 - 百度文库
1.拆除下料口及说套装置 2.安装Baidu Nhomakorabea轮转动系统及旋转式接地夹 3.安装自定焊接系统 4.棍子旧有迎面去除 5.棍子迎面堆焊 6.棍子尺寸检测 辊面堆焊的工艺及顺序: 辊压机的辊面一般采用热堆焊,耐磨层维修更为方便。由于辊面需要承受高压等原因,辊面磨损是该设备使用过程中的常见现象,应及时请专业人士现场堆焊修复。辊压机 - 百度百科挤压辊用来在辊压机上高压粉碎物料,所以也称为高压辊磨,正常工作压力在40~80kN/cm1,它的工作原理是将喂入的物料通过两个反向旋转的磨辊间隙时,在高压力作用下,被粉碎并压成料饼。挤压辊 - 百度百科辊压机工作原理 堆焊的主要工艺特点 堆焊层金属与基体金属有很好的结合强度,堆焊层金属具有很好的耐磨 性和耐蚀性;堆焊形状复杂的零件时,对基体金属的热影响最小,可防 辊压机工作原理 - 百度文库根据辊压机大小的不同,整个堆焊修复过程需要 10~15 天。 四、质保和服务 1.确保堆焊层结合良好,堆焊后各焊层硬度均匀,达到承诺要求。 正常使用情 况下,确保花纹层使用寿 辊压机现场堆焊 - 百度文库