高压辊磨机辊子堆焊工艺
�����������[randpic]
高压辊磨机辊子焊接修复工艺
2018年10月16日 摘要 手工电弧焊+co 2 气体保护焊技术在高压辊磨机对辊焊接上的应用,焊接前先对焊接部位进行预热处理,焊接完成后使用退回火工艺消除焊接应力,运用 3.堆焊工艺参数: a.辊子温度应在30℃--50℃时最佳,局部凹坑补焊时要将待焊周围100mm范围内加温至150℃--200℃时补坑和堆焊过渡层。; b.焊条4.0mm烘培350℃, 辊压机合金辊辊面手工修复规范 - 知乎专栏中速磨磨辊堆焊工艺流程. 堆焊工艺流程(修改后). 1、外观检查,仔细检查磨辊裂纹情况,有较长贯穿裂纹的需要及时报告并派专人与跟电厂协商,有局部密集裂纹导致焊层有 中速磨磨辊堆焊工艺流程 - 百度文库

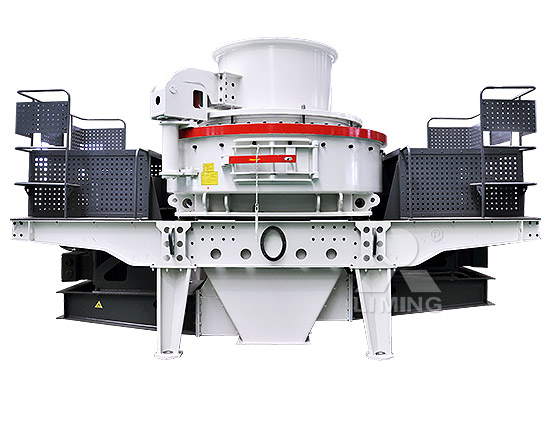
高压辊磨机是如何加工物料的? - 知乎专栏
2020年7月20日 堆焊辊面机型适用于进料粒度小于 150mm,成品粒度要求5- 30mm的中细碎作业但是如果被破碎物料的抗压强度超过250Mpa 时,建议选择辊压机高压辊磨机。. 预热:焊前将辊子整体预热至150℃再焊接,以提高焊接层的结合性。 层间温度:打底层原则上可以连续焊接,层间温度需保持在100~200℃之间。 焊接工作层时需要对辊面进行压 辊压机堆焊工艺参考-技术文章1、拥有57年立磨整机制造经验,优化出一套.的堆焊技术,为磨辊堆焊提供专业性的服务; 2、采用德国进口原装焊丝,耐磨性高,堆焊出的辊面平整美观,确保辊表面硬度可到 磨辊堆焊本书从工程应用的角度,系统地介绍了高压辊磨工艺的特点、适用条件、理论基础,高压辊磨机的工作原理和结构特点、影响因素、经济特性等,并结合国内外生产实际情况,以实例的形式对高压辊磨机的应用进行了详细 【图书推荐】高压辊磨工艺及应用 - 腾讯网实质上高压辊磨机与传统的粉碎技术有两点本质上的不同,其一是高压辊磨机实施的是准静压粉碎,这种准静压粉碎方式相对于冲击粉碎方式节省能耗约30 %[2 ] ;其二是高压辊磨机对 高压辊磨机 - 百度百科